MES Repair Bay Tracking
One of the world’s largest auto manufactures was looking for a way to track and improve timing of vehicle repairs.
Key Benefits:
- Manpower Reduction ($100K+)
- Reduced Product Handling
- Improved FTT
- Real Time Production Visibility
- On-Time Delivery
- Reduced Repair Bay & Manufactured Overtime ($)
- Visibility>Improved Throughput ($)
- Provide Accurate Data for Root Cause Analysis
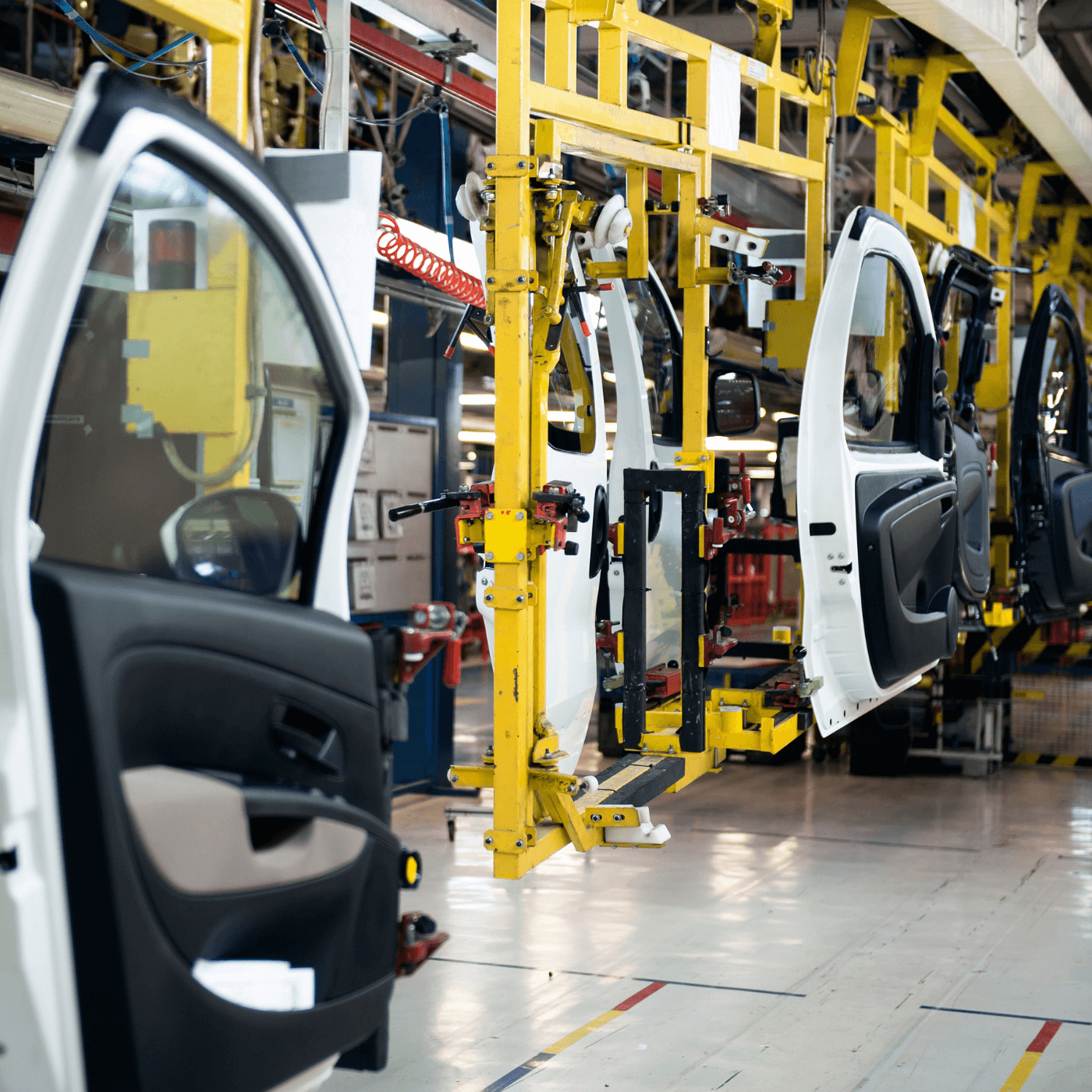
Our Customers Original Process
The customer’s repair bays consisted of multiple repair zones, each dedicated for a specific type of repair. Drivers taking vehicles off the lines were unable to determine what zones were available for them to park in. Management was blind to how long vehicles were parked in the repair. With no visual direction, the area quickly turned into a bottleneck that affected the entire plant.
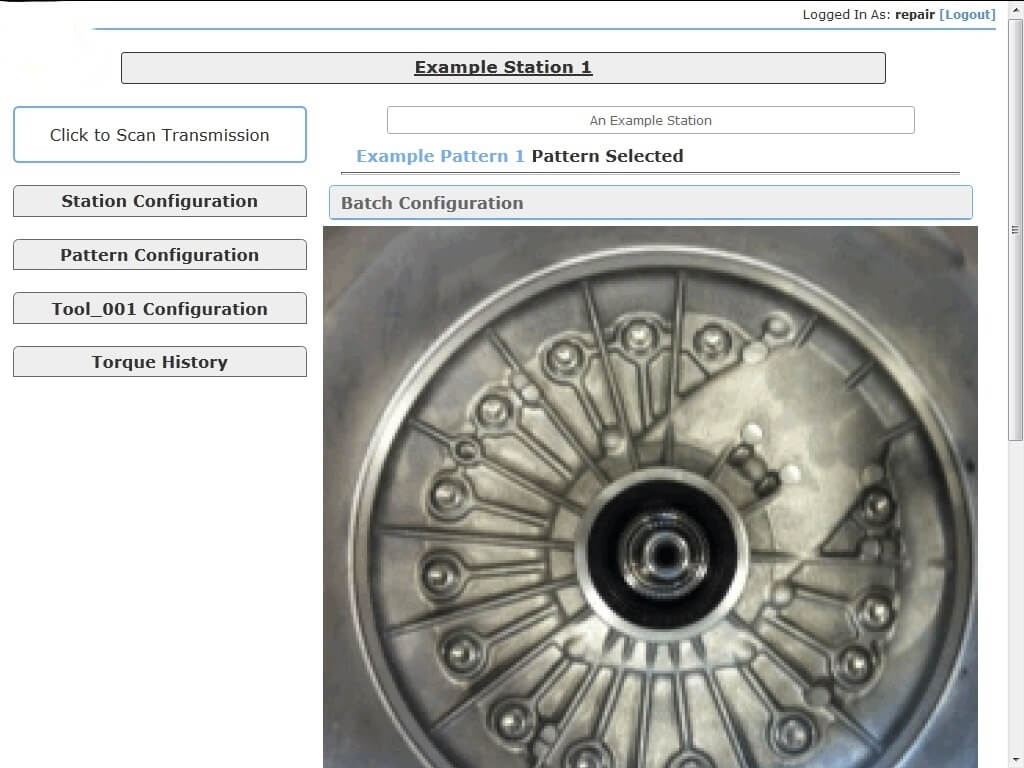
MES Repair Bay Tracking Solution
RedViking implemented a complete visual management and tracking solution. Overhead displays provided drivers with a map of available parking spots in each of the Repair Zones, sensors and programming were added to determine where cars were being repaired and how long they have been parked. All of this information was logged and made available through the plants existing reporting system.
Tracking Solution
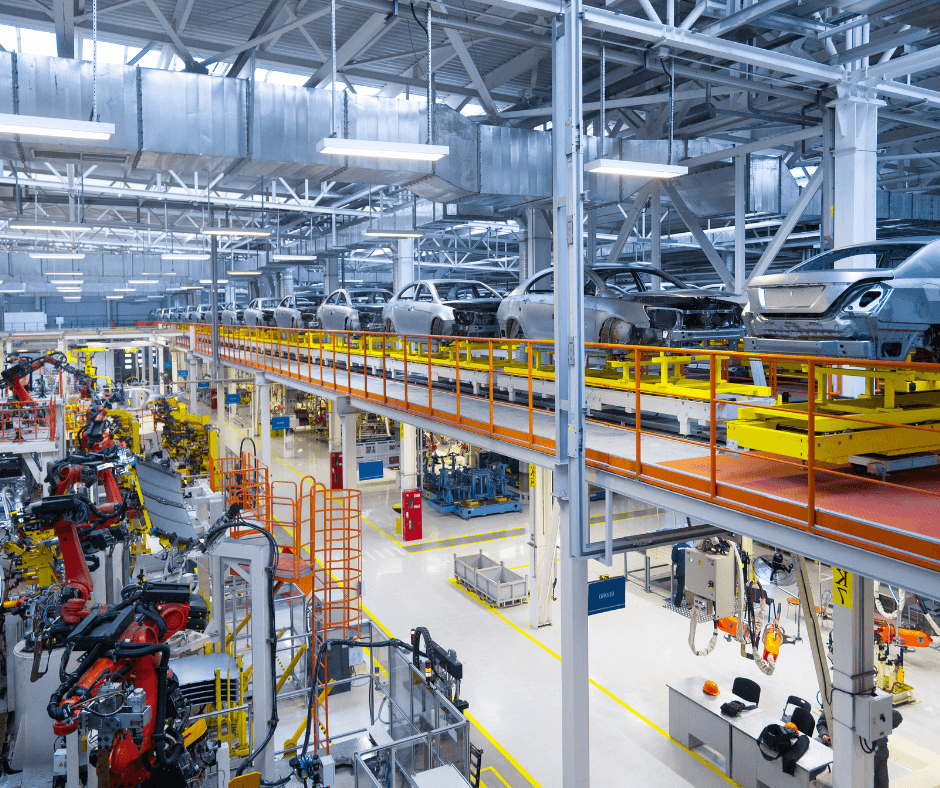
In order to direct the drivers to an open parking space, we had to reliably determine what spots were available. These are high traffic areas and vehicles are various shapes, sizes and colors. Each of these conditions propose huge challenges for typical sensor technology.
To overcome these challenges, programmable smart sensors were installed above each of the repair area parking spaces. Smart I/O blocks were used to connect to the sensors for programming precise detection windows.

Visual Management
Data from each of the repair area parking spaces was gathered, and sent to the plants existing production information system. From there, the data was able to be sent to large overhead displays that were strategically placed for the drivers as they were bringing the cars off the line.
Data Collected to MES System
Once all the data was available in the plants existing production information system, it was routed over the system that the plant used for reporting. Reports were generated in formats that were familiar to them and easy to understand. Based on the information learned, management was able to make process corrections to maximize production.