Gear Solutions Magazine describes how lost foam casting is used in our design and build process for helicopter test stands> RedViking has built powertrain test systems since the early 1990s. Early on, these were used for the automotive industry, and the integrated test stand gearboxes were relatively straightforward with parallel shafts and simple box shapes. Fabricated housings were efficient and cost-effective for gearboxes with simple geometries.

Real-world Helicopter Speeds and Loads
That all changed as RedViking began helicopter transmission testing. A helicopter transmission test stand must duplicate the real-world speeds and loads seen during flight and connect to the complex interfaces of the test piece. When compared to automotive testing, helicopter test stand gearboxes are much larger, have higher power, and must handle much higher loads. They also involve complex geometric orientations and require a higher degree of vibration isolation for test article verification and analysis. With helicopter test stand gearboxes, there are a lot of forces and dynamic properties in play. These are high-powered gearboxes, so it’s critical to get castings with good consistent material and known properties so that the design can be validated. RedViking analyzes the test stand gearbox and the loading to ensure it will be appropriate for helicopter testing.
Fabricated Gearbox Housings Weren’t up to the Task:
- Mechanical design and fabrication print generation is costly and complex.
- Fabricating complex housings with non-parallel sides is difficult and expensive.
- Welded housings can be more challenging to accurately analyze due to inconsistencies in material and the fabrication process.
- Fabricated boxes with complex geometries and acute angles can be difficult to completely weld and seal due to limited access.
- Corners of fabricated housings have stress concentrations and weak points, requiring design accommodations and gussets.
- Even a slight variation in welding could affect loading and vibration analysis.
- Insufficient or inconsistent welding could compromise structural integrity.
- The design and build process, already lengthy, was further prolonged by extensive fabrication and annealing.
RedViking turned to Betz Industries, which uses the lost foam casting process. Betz has been in the casting business since 1933 and has been using the lost foam casting process since the early 1960s. Prior to that, it used wood patterns, but as product changes became more frequent, its customers required greater flexibility.
The Lost Foam Casting Process
David Moorhead, vice president of Betz Industries, describes the process of lost foam casting: “We receive the part data from our customer. Our CAD programmer takes that model, and slices it into multiple layers because our CNC machines cut in three axes only (X, Y, and Z). The foam block, which represents the thickness of any given layer, is placed on the CNC machine table, and the machine mills out all of the unwanted foam.”
Follow the Part Print
“Once those layers are all machined, they are taken to assembly, and they put that part back together. They follow an instruction booklet created by the CAD operator, and they rebuild that part by gluing the layers together, sanding the seams and any surface imperfections. The pattern is checked to the print or to the solid model to make sure that everything is right. Then, we ship the foam pattern to the foundry.”

Two Purposes to the Coating Process
“Once the pattern is received in the foundry, it goes into the coating process. The pattern is coated with our refractory wash, and the wash has two main purposes: It is the barrier between the iron and the molding sand during the pouring process, and it gives the foam pattern a more solid structure. Once the wash hardens, it becomes a very hard, ceramic-like material that keeps the pattern in its original shape.”
Blocking Provides Support
“From there, we go into blocking where we prepare the coated pattern for molding. The blocking provides additional structure to prevent any twisting or bending during the molding process.”

Molding and Curing
“Then the coated pattern is moved into the sand molding department. It’s placed on a steel bottom board with a steel flask around it. The sand is disbursed out of a mixer all around the pattern and hand-tucked to ensure proper compaction. A binder and catalyst are added to the sand to set a specific tensile strength before it’s disbursed from the mixer.” “Once the sand cures and the mold is ready it’s rolled over, and the bottom plate is removed. Then, a gating system is attached, which is basically the plumbing to guide the iron’s flow into the mold. “We then put another flask on top, and we mold more sand on that half. We run the gating system up into a pouring basin, and once that is all cured and set, we stage a group of molds for pouring.”
Ductile Iron
“We have three 20-metric-ton electric furnaces, each with 8 megawatts of power. We take steel, put it in the furnace, turn the power on, and start melting. We add carbon, silicon, and manganese, depending on what type of iron we’re pouring. “A sample of the furnace bath is taken and tested on the spectrometer, making sure our base metal is within specification. RedViking requires a ductile iron for its helicopter test stand gearbox housings, so additional alloys such as nickel, copper, and magnesium are added as iron is tapped out of the furnace.” “Once the liquid metal enters the mold, the foam is vaporized, and the iron takes the shape of the foam pattern. Castings then have to cool for a certain amount of time, because if you pull them too fast, you could create stresses, cracking, twisting, and warping in the parts. Hold time is critical and standardized by part size.”
Better Stress Relief than Annealing
In-mold cooling lowers the temperature of the casting slower than a typical annealing oven, eliminating the need for a secondary stress relief process and provides uniform material properties. Once the part is cool enough, it is pulled from the sand mold and moved to the cleaning room. A shot blast machine removes any remaining sand or coating, and a cleaning room team member removes any gates, burn-in, or burrs from the casting. The empty mold is shaken out; the sand is reclaimed, and the flask is reused for another pattern.

Design and Integration Advantages
For RedViking, moving to lost foam cast gearbox housings provided additional design and integration benefits. The casting process used by Betz allows the RedViking team to cast in enclosures within the gearboxes so that they can house electronics and lubrication systems. They are able to accommodate a lot of the different input and output angles, and it ends up being a custom solution for a complex design requirement. Helicopter transmissions are large and heavy. Cast housings facilitate precise designs, such as thickening or thinning walls, depending on what they’re supporting, the location of the bearings, and the direction of forces. Corners in castings can be designed to avoid stress concentrations. Material properties are consistent and predictable, providing a stronger and safer test stand.
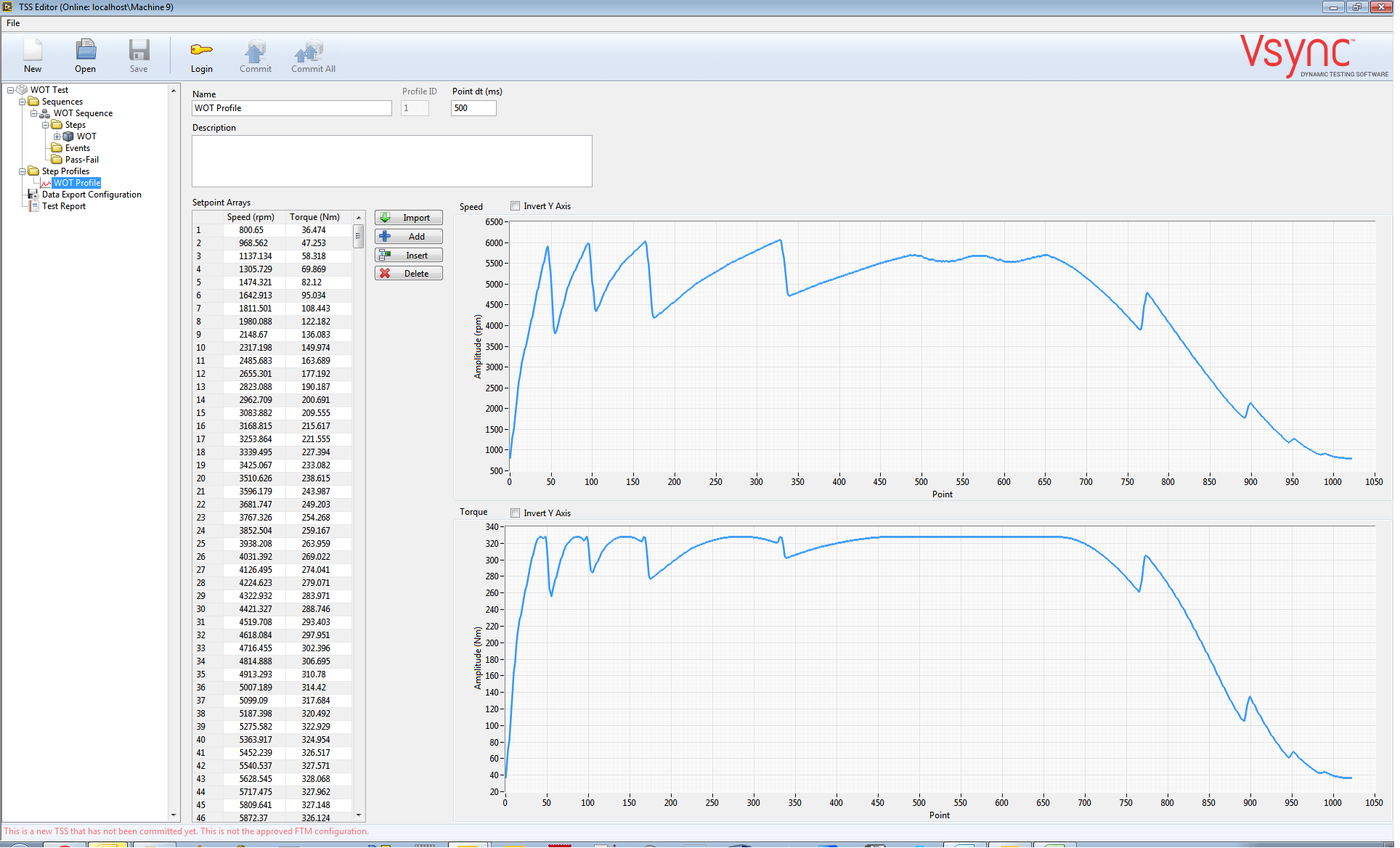
Advanced Vibration Analysis
When testing helicopter transmissions, RedViking identifies and analyzes vibration on the test articles so the test stand gearbox can not vibrate or contribute any noise. With one uniform material, the analysis of the gearbox becomes simpler and more predictable. When dealing with a fabricated housing and trying to do model analysis of the structure in 3D-modeling software, all of the welded joints have to be simulated. The welding consistency has to match up with the simulation; otherwise, there will be varying results. With a solid casting, RedViking can work with the structure and the shape of the corners to affect the analysis and dial in the performance of the gearbox without worrying about all the joints.
Additive Manufacturing?
In looking toward the future of casting, Moorhead sees a place for additive manufacturing for smaller parts but expects that casting will continue to be the best option for large parts such as those for aerospace since helicopter test stand gearbox housings can weigh between 5,000 and 10,000 pounds.
Final Products
The final finished products are the Corvettes of gearbox housings. Lost foam casting offers a way to create a highly complex, dynamic test stand gearbox with excellent vibration isolation, durability, and safety.