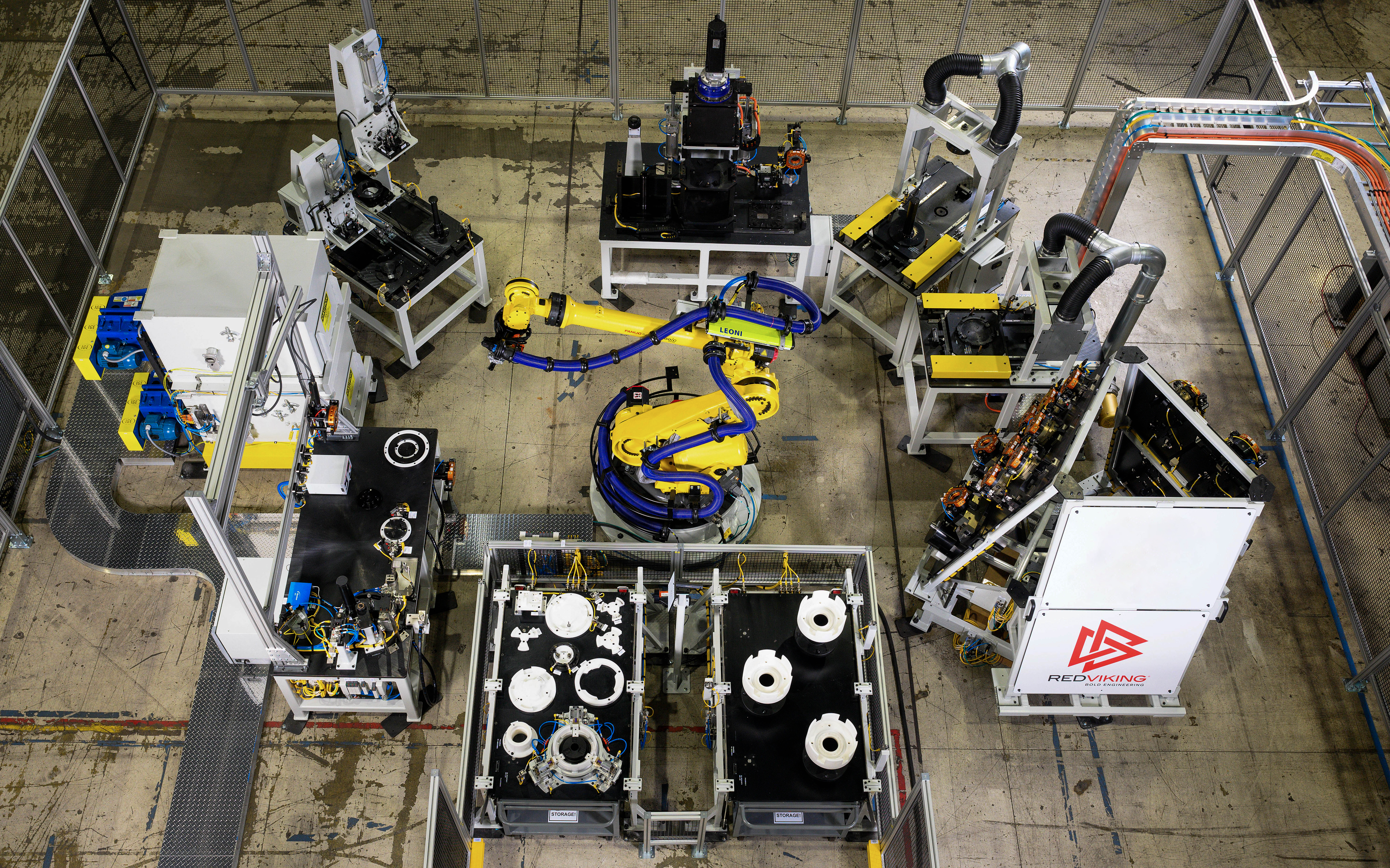
This is an excerpt from an article in Automation World, featuring Greg Giles, Executive Director of MES / Argonaut at RedViking.
Whether you’ve embraced operational intelligence or are wondering where to start, there are things you can do right now to move closer to the future. Manufacturing execution systems (MESs), Industrial Internet of Things (IIoT) gateways, Industry 4.0, factory information systems (FISs) and manufacturing analytics might sound daunting, but that world is becoming simpler and more affordable all the time. No matter where you are in this process, you probably know more than you think you do. Three key steps can help get you where you want to go: 1) envision the future 2) know your pain 3) enlist your suppliers
1. Envision the future
It sounds obvious, but no matter where you are in digital data management, it pays to keep an updated inventory of your data sources and uses to support your vision of the future. Even if you’re in the early stages of digitalization, start by thinking more comprehensively about where your data resides and what you’d ultimately like it to do for you. For example, are you expecting your customers to start asking for traceability data in the future? Consider questions that your customers will want answered about their traceable parts or products. For example, they might want to ask questions about specific process data on a specific part assembly. You’ll be asking different questions internally, such as those focused on machine-to-machine or shift-to-shift process variability. By identifying ahead of time those questions that your tracking system will need to answer, you’re creating a requirements list for traceable parts and processes. Catalog the ability of your parts, machines and processes to provide data to answer those questions, and use the resulting gap analysis to guide your next steps. Do you rely heavily on the knowledge of experienced operators who will be retiring soon? Start to capture that knowledge now with interviews, photos, even video. At a minimum, you’ll have training for new employees, but even better, you’ll have the raw material for automated work instructions and digital error-proofing. Don’t worry about the degree of automation you have in place today. Checklists on clipboards can move to tablets, and programmable logic controllers (PLCs) aren’t a prerequisite anymore. Regardless of your data’s source or capture method, this data collection and inventory process will help guide your future manufacturing software and communications decisions. Consider future staffing. If you’re further along, and you’ve got a combination of manual and automated data collection, be careful not to lock yourself into a path that could limit your options in the future. Do you plan to expand your in-house operations technology (OT) and IT staff? If so, consider having them first build specifications to use in a standard MES toolbox solution. If you’re not planning to have staff that’s dedicated to one particular type of MES toolbox, you should keep your sights set on systems with a more open architecture, or look for options that focus on the applications you care about most. Is cloud an option? If you’re firmly established in operational intelligence, consider where you could move to cloud hosting. If you’re going to need to consolidate data from multiple systems and locations, you’ll want to consider the cloud because it provides better phased integration and centralized control. We’re doing it for our customers now, and it’s more secure and less expensive than you might expect.
2. Know your pain
If you’re ready to move forward with any kind of digitization or manufacturing system, it’s tempting to look at software first because there are so many options. Instead, I recommend you start by identifying what’s costing you the most pain in terms of unplanned downtime, product recalls or assembly errors. Here are the solutions that our customers usually prioritize: Tracking and traceability: Tracks every relevant part, process and final product to quickly isolate defects. Helps to stop from adding value to defective work in process, and limits the impact of recalls. Overall equipment effectiveness (OEE)/FIS: Process data, like throughput tracking, bottlenecks and starved stations, equipment health monitoring and maintenance alerts. Automated work instructions: Gives consistent assembly information to operators, usually with a graphical interface tied to the sequence of operations. This is especially valuable for complex assembly and repair processes. Error-proofing systems: Gated processes for part placement, torque verifications and more. These can be integrated with automated work instructions and traceability. Once you’ve envisioned your future data structure and prioritized your pain points, start investigating software options. If you’re new to operational intelligence, or are integrating machines, lines or plants, ask for the ability to have “anything to anything” communications, including API calls and MQTT communications. Insist on a supplier who understands IIoT. Keep your options open for future technologies. If you already have a significant MES investment, you’ll probably want to stick with your current supplier and integrators who have experience working with your form of MES. A good MES integrator will know how to work within your expanding system to integrate multiple control architectures and communication networks.
3. Enlist your suppliers
Digital tools can empower traditional partnerships, and your suppliers can and should be part of your move toward Industry 4.0. It can start with something as simple as adding barcodes to their packaging or parts. Even if all you’re doing is scanning them on arrival and storing the information in an Excel spreadsheet, that’s data that can one day become part of a traceability record, line replenishment schedule or error proofing gate. One of our customers is currently integrating supplier data into their serial number generation process, so they’ll both have the same tracking number for a given part. If one of the supplier’s parts is found to be faulty, both the supplier and the customer will be able to quickly isolate the defects. Part and product identifiers are being used in applications beyond traceability as well. Physical markings can support proper part positioning, barcodes can be used to load work instructions and trigger quality assurance gates, and RFID tags can follow the complete lifecycle of a complex product. For example, our dynamic test systems group uses an RFID tag on helicopter transmissions to identify the individual transmission and its repair history. The transmission’s unique test profile is linked to the test stands on which it ran, and maintains a trackable record for all of its future incidents and repairs. You know more than you think you do I started out by saying you probably know more than you think you do, and I hope I’ve convinced you. No matter where you are in terms of data capture and analysis, there are things you can do right now to move closer to Industry 4.0.