At the forefront of AGV manufacturing, RedViking redefines efficiency in the assembly process. As the industry leader, our automated guided vehicle (AGV) and autonomous mobile robot (AMR) solutions deliver scalable, customizable, and sustainable excellence for increased throughput with minimal infrastructure.
AGV & AMR Solutions Tailored for Your Manufacturing Challenges
From standardized solutions with open controls architecture to custom-designed automation crafted for your unique challenges, our AGVs and AMRs serve your manufacturing needs with unmatched precision.
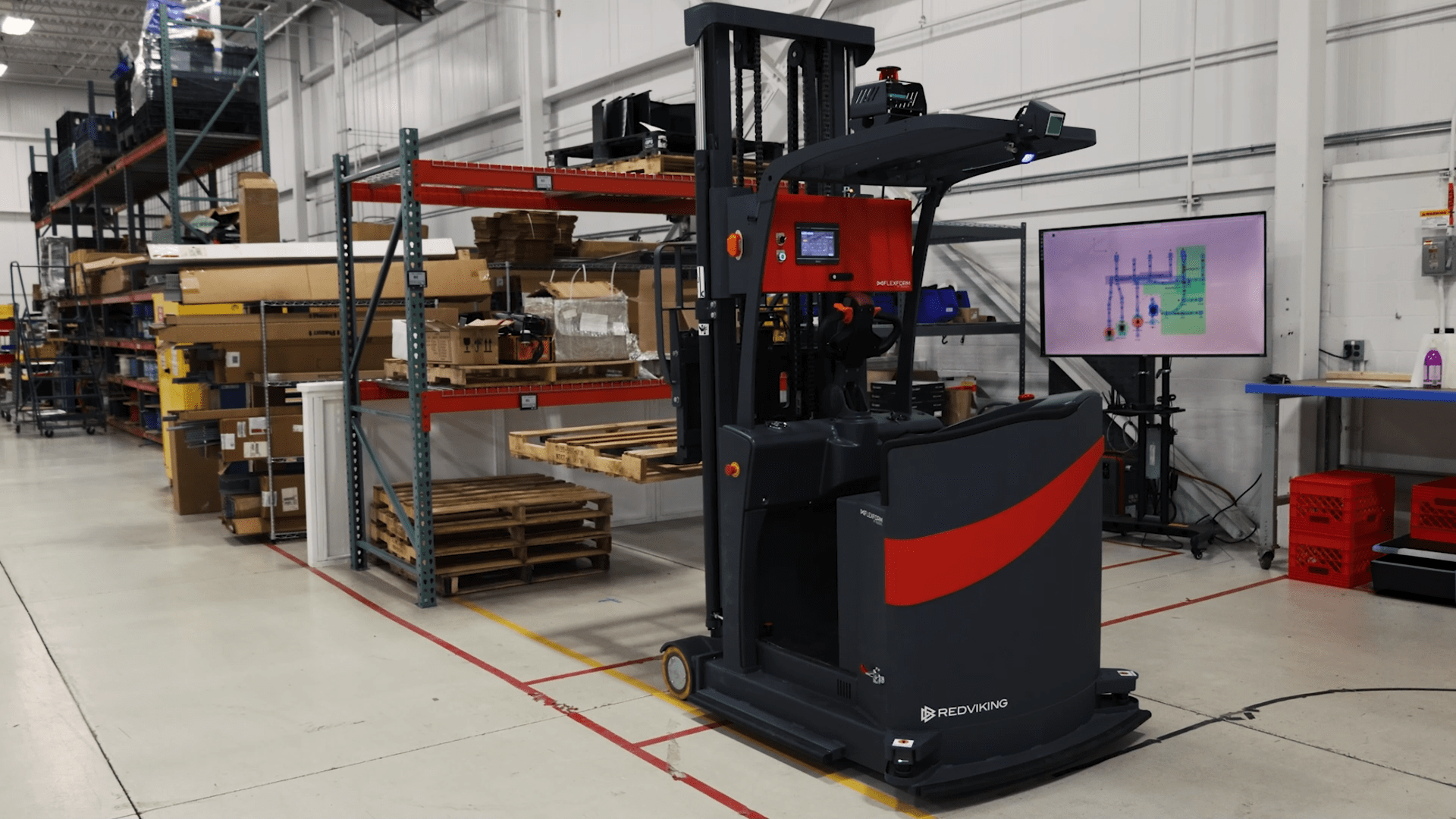
FlexForm AGVs & AMRs
Optimize your material handling, main assembly lines, and subassembly processes with our FlexForm AGVs & AMRs – innovative, standardized solutions that can be configured for a wide range of applications. Offering long-term sustainability, robustness, and customization, these products give you flexibility without compromising efficiency.
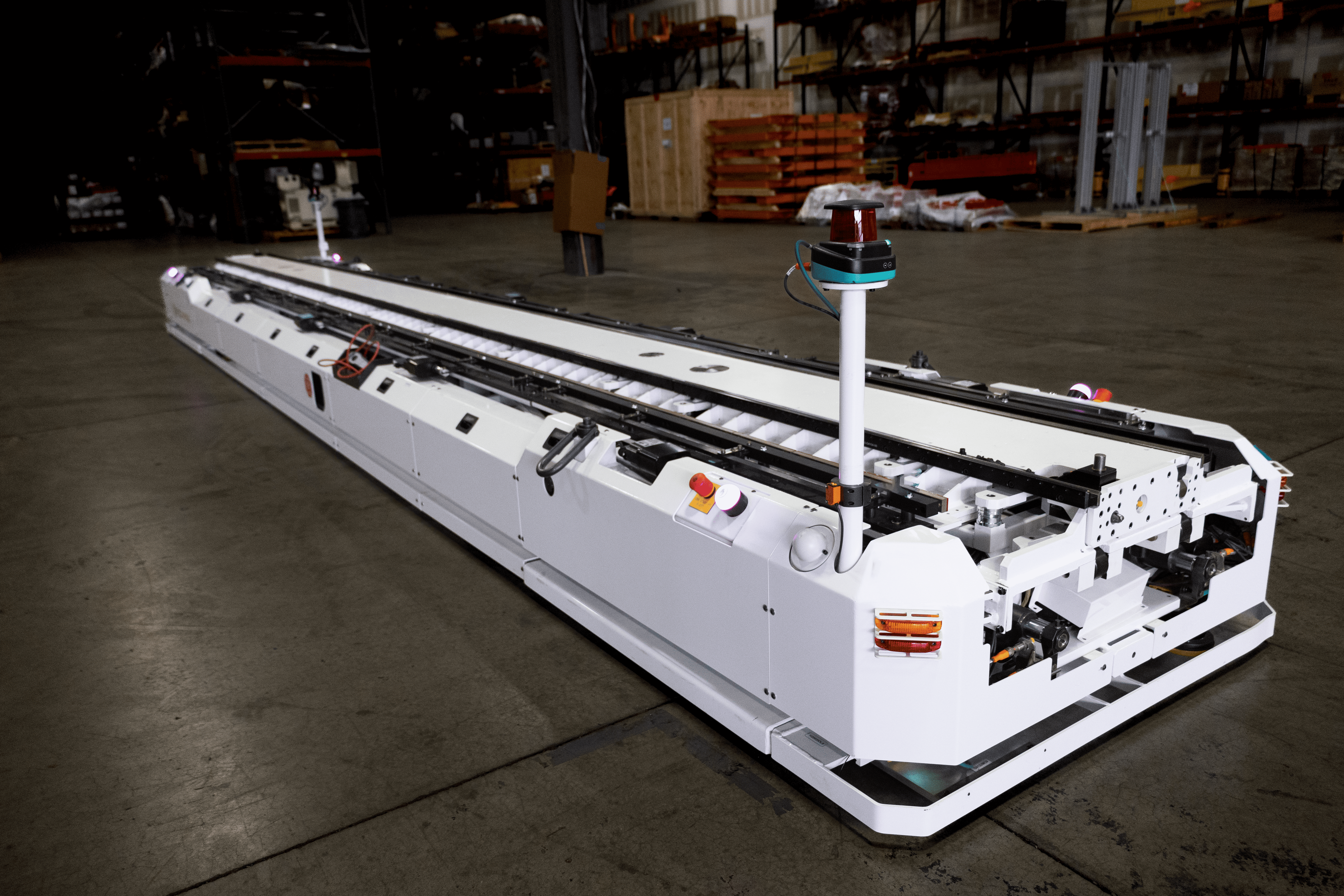
For more intricate assembly lines, our custom AGVs feature complex designs crafted for challenging environments, integrating advanced navigation capabilities for seamless movement. Engineered with precision, they excel in complex operations, seamlessly incorporating automation to optimize efficiency.
We stand apart by offering design, build, and integration under one roof. As a mobility-focused provider and integrator, our holistic approach ensures seamless manufacturing excellence from inception to realization.
Design
Whether you need process improvement or an entirely new line, our skilled team of engineers thoroughly audits and assesses your situation, then designs custom solutions to achieve your production goals.
Build
From concept to reality, our team transforms designs into robust, efficient systems and machinery – be it AGVs, custom automation, test systems, or an MES – testing and improving quality at every step.
Integration
Ensuring continuity from design and build, we implement our solutions into your facility for seamless operations, enhanced efficiency, and ensured equipment compatibility.
Service & Support
Our commitment extends beyond implementation. Our team stands by our solutions with unparalleled service and support. Count on us for excellence throughout the lifecycle of your system.
See how our team transformed the assembly process for a large automotive manufacturer, replacing a noisy chain-based system with agile automated guided vehicles (AGVs). The result: an operator-friendly, efficient, and quiet assembly line with full access and ergonomic excellence.
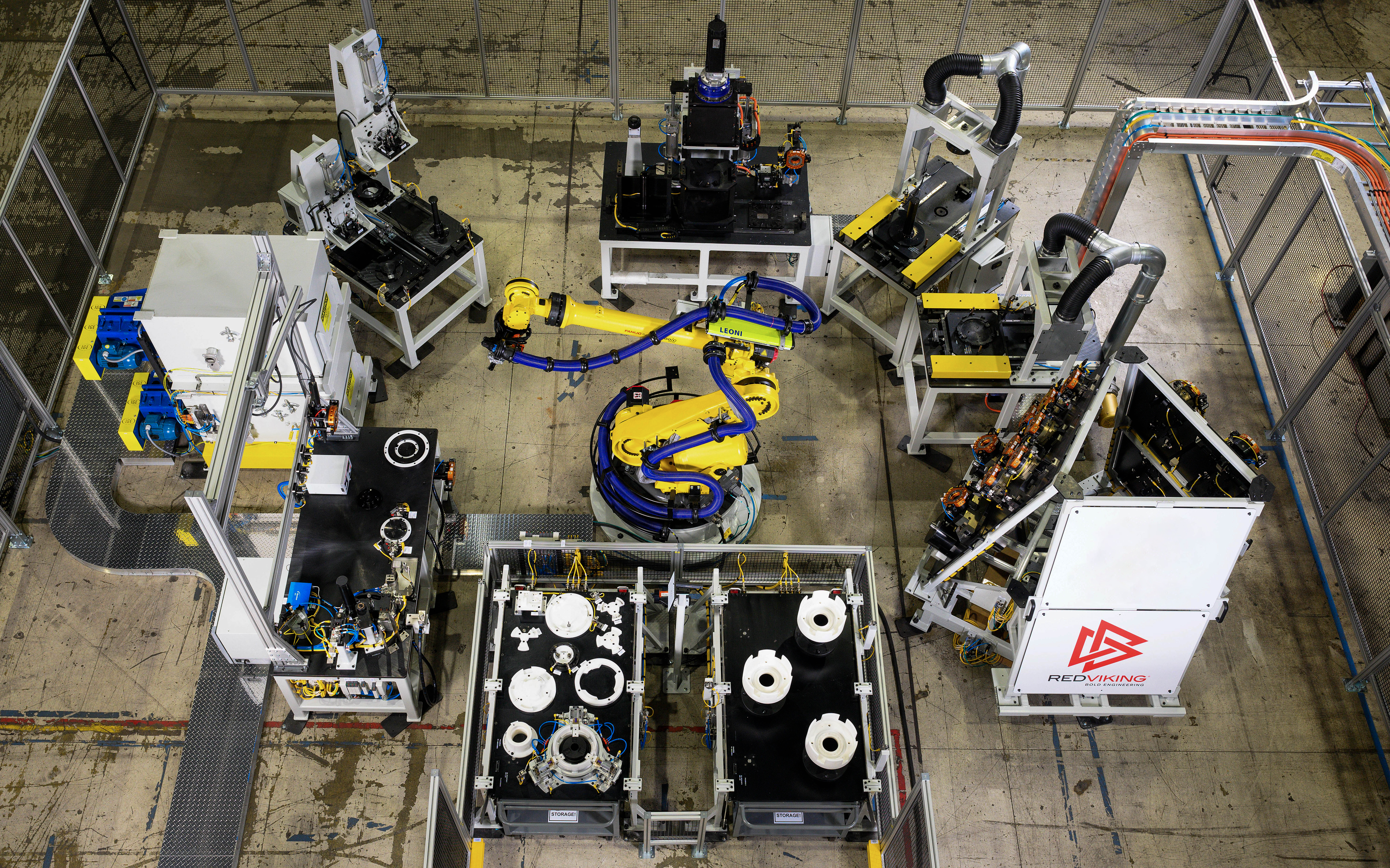
Skyrocketing Production with Revolutionary Jet Engine Assembly Solution
Check out the first-of-its-kind automated aerospace jet engine assembly system, which increased production from 6 to 60 engine modules per month. This revolutionary solution came to be after a leading aerospace manufacturer came to us for an assembly system to meet their rapidly increasing production demands.
Reducing Costs and Enhancing Safety with Inductive AGV System
A heavy truck manufacturer came to RedViking needing to improve their assembly process due to high costs and safety issues. We designed, built, and installed an inductive power, rail-guided AGV system that gave operators greater control, reduced damage, and eliminated trailing trip hazards.
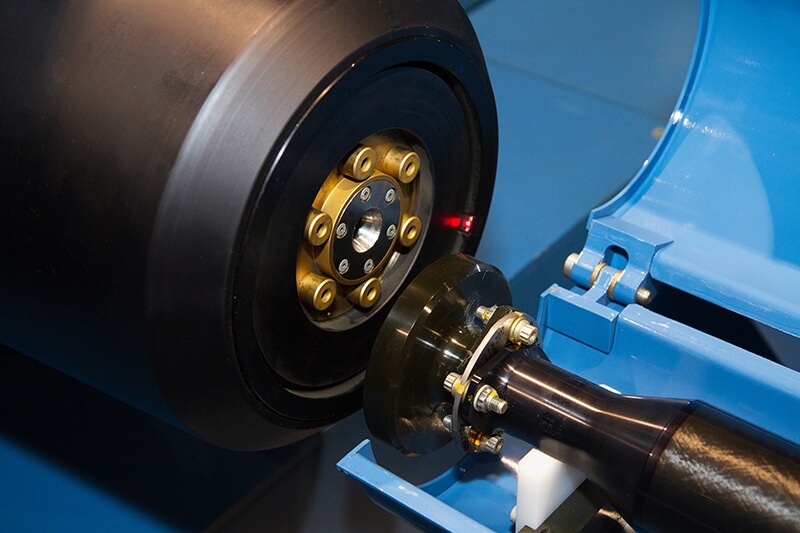
One of the largest DOD maintenance and operations centers needed to revamp their helicopter testing process with big solutions. See how we designed a completely new testing methodology and built a set of five flexible, energy-efficient powertrain test stands that did all the work of 20 test stands.
Part Delivery and Receipt Conveyance AGVs A large automotive manufacturer chose RedViking to design, build and integrate Automated Guided Vehicles to deliver and receive parts on an assembly line in their Ohio based manufacturing plant. The manufacturer had specified goals for the AGVs and the assembly line and RedViking met all of their requirements and […]
Powertrain Testing Vibration Analysis One of the world’s largest automakers was losing weeks of powertrain testing vibration analysis data upon gear failure. Like many automakers, this manufacturer was using stand-alone vibration analysis hardware and software tools for each of their powertrain test stands. Their data acquisition and analysis tools were outdated, expensive, and insufficient. In […]
Empower your production with our visionary automation solutions. Secure your place in the automated future – contact us to discuss your custom solution.