

Part Delivery and Receipt Conveyance AGVs
A large automotive manufacturer chose RedViking to design, build and integrate Automated Guided Vehicles to deliver and receive parts on an assembly line in their Ohio based manufacturing plant. The manufacturer had specified goals for the AGVs and the assembly line and RedViking met all of their requirements and delivery needs.
Key Benefits:
- Minimum AGVs to Achieve Throughput
- Minimize System Floor Space Requirements and Equipment Required
- 99% technical availability and uptime of the AGV system
- Installed and production ready system prior to production start date
- Maintainability, Serviceability, and Reliability
- Provide a globally controlled, smart control system
Installation and Maintenance
This RedViking battery AGV conveyance system provides a work environment that is clean, quiet, and free of obstructions intended to function with minimal oils and debris on the floor. The installation of this system is quick and without the excessive labor, materials and risk associated with chain-based or other similar conveyance systems. These AGV paths are quickly and easily modified or added when production or process modifications are required.
Tooling Sections
The AGVs for this automotive customer are equipped with permanently-mounted, powered-conveyor tooling sections. The conveyor sections allow FIFO part conveyance from the load points to the unload points required based on the provided plant layout. The battery powered AGV drive system meets the payload capability required based on the estimated max weight of the parts, pallets, conveyor and tooling supports.
Interruption Free Continuous Loop Track
The continuous loop assembly line track is configured to support the delivery process within the available floor space. AGV traffic logic is controlled by the MCP. The RedViking solution is capable of a tight turn radii allowing the manufacturer to occupy minimize floor space but provide a functional system that meets the process requirements for automatic docking & conveyance.


Wireless Communication
The AGV system communications network is established with Wireless Industrial LAN network using hardware that is a communication path to transfer information between the Main Line PLC and the AGVs PLCs. This communication provides the ability to send commands to the AGVs as well as receiving feedback to the control system of the AGV location and status.
Conveyance Controls and Safety
The control of the AGV conveyance includes the PLC, PLC programming and HMI programming required to provide the following modes of conveyance operation:
- Independent AGV control
- Automatic – Asynchronous conveyance AGV’s
- Dry Cycle Mode – For start-up/charging after long absences (such as weekends/holiday.
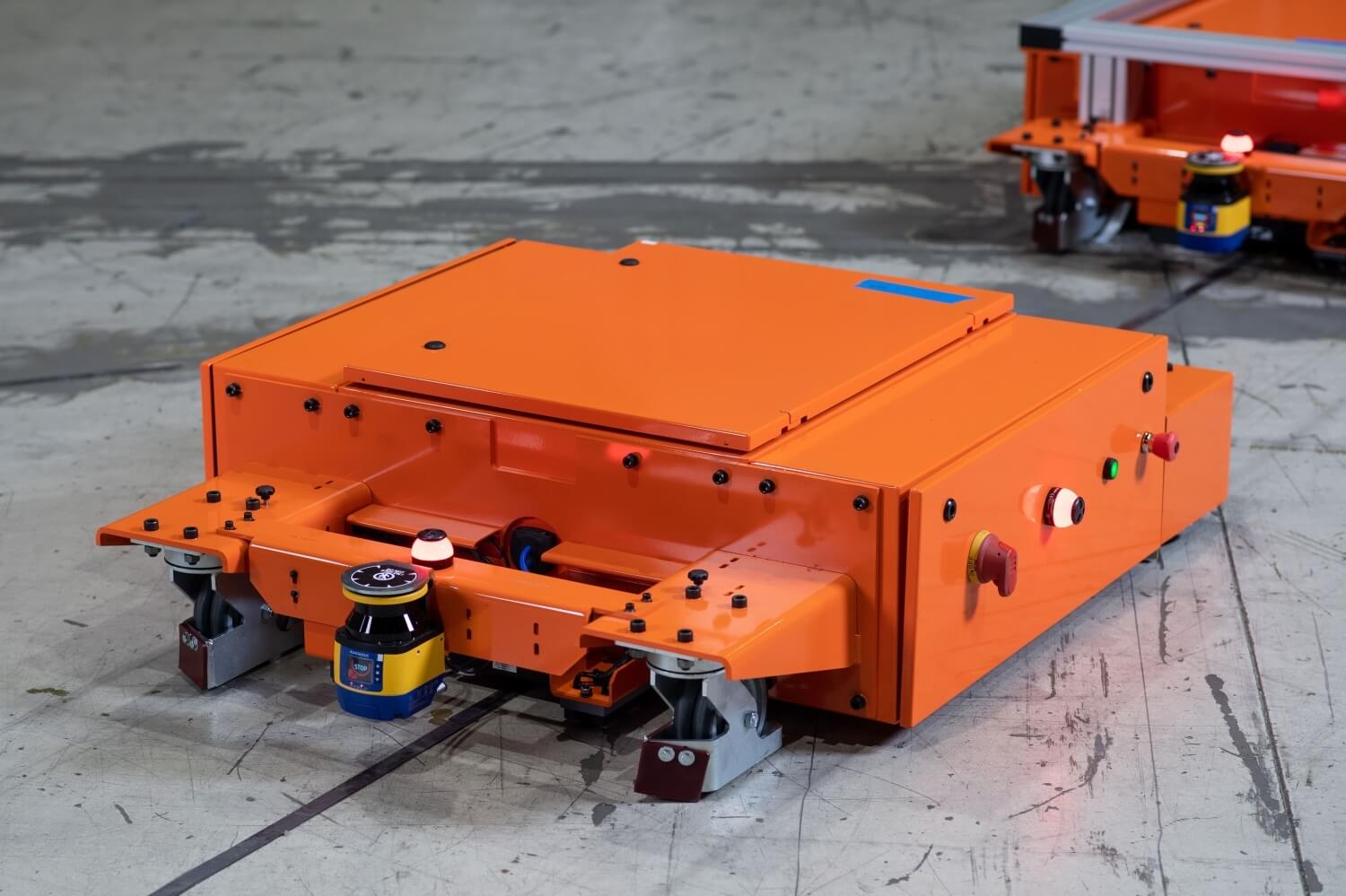
In addition each AGV is equipped with safety scanners for collision avoidance. The AGV system logic and programming rely on the true position of each AGV which is known from the magnetic guidance, wheel encoders and a position marker system utilized for navigation, but rely on the safety scanner to control unintended stopping. The safety scanner zones are completely configurable for warning, slow down and safety zones. The collision avoidance feature of the AGVs is critical for this application due to overlapping tracks where the AGVs need to be prioritized by throughput.




