NVH Qualification Test Machine Provides Ghost Noise Analysis
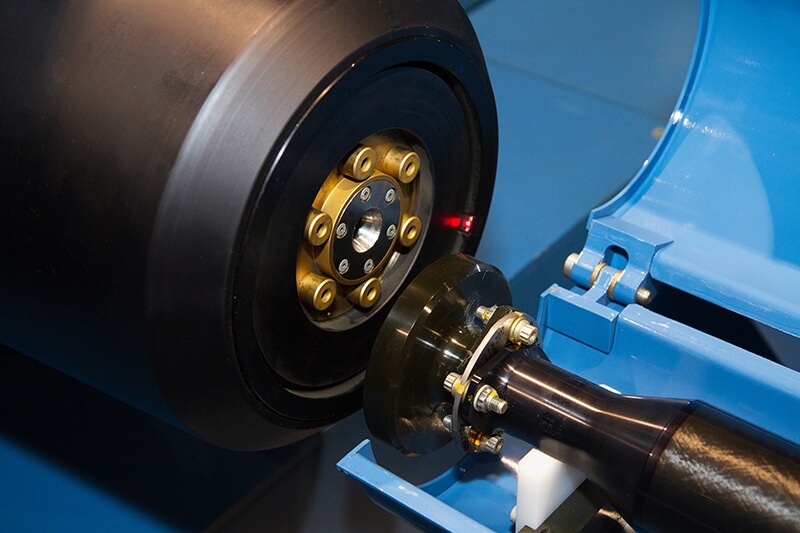
One of the World’s largest automakers needed a test stand for their assembly line and technical facility in Ohio. They needed a configurable automated system that could provide early ghost noise detection. Ghost noise is vibration at frequencies not related to the internal gear or bearing frequencies that are typically the source of the noise. In addition, their current testing equipment was supported by their engineers overseas which led to longer downtimes and decreased production efficiency. This automaker was in search of a vendor that had the technical capability to design, build a test machine to detect ghost noise and locally support their U.S. based facility. RedViking built a turn-key end-of-line NVH Qualification test machine to their specifications, capable of identifying noise vibration their previous software couldn’t.
Key Benefits:
- Automated Ghost Noise Detection
- Universal Design for Easy Integration of Future Products
- Engine and Powertrain Mechanical and Electrical Power Regeneration
- Powered by Vsync™ Advanced Data Acquisition and Analysis
- Tests and Simulations Can Be Run 24/7 with Machine Self-Monitoring for Performance and Maintenance
- Designed and Built in the U.S. with Global Support
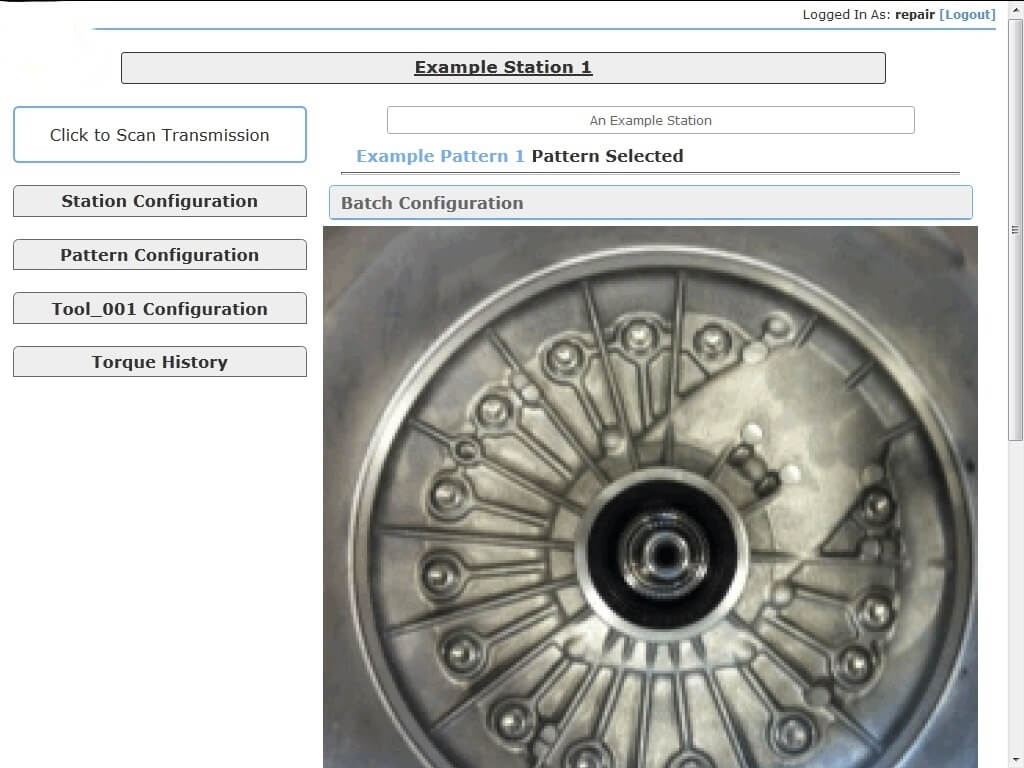
Vsync™ Test Executive Software Integration
We designed and built the machine to the automaker’s specifications and integrated the ghost noise detection into our test executive software, Vsync™. The test executive includes a highly configurable sequence editor which allows the automaker’s engineers to change the sequence without software code changes.
This end of line NVH qualification test machine manually and/or robotically loads and engages their two-part types. It begins with automatic tool clamping and engagement. The motor is then precisely aligned, and the test machine scans read and sequences the part. Finally, a test sequence details an automatic vibration pass / fail report to the operator including ghost noise analysis. Additionally, we’re storing data for all tested units, so identifying a new issue by using all the historical data is much easier.
Faulty Part Detection Time Drastically Decreased
What once took our customer one hour for faulty part detection now takes them 20 seconds. They can quickly identify units that need further testing and also identify issues that previously weren’t detected. Automating their end of line ghost noise detection test saved them time, money, and resources while improving their production quality.