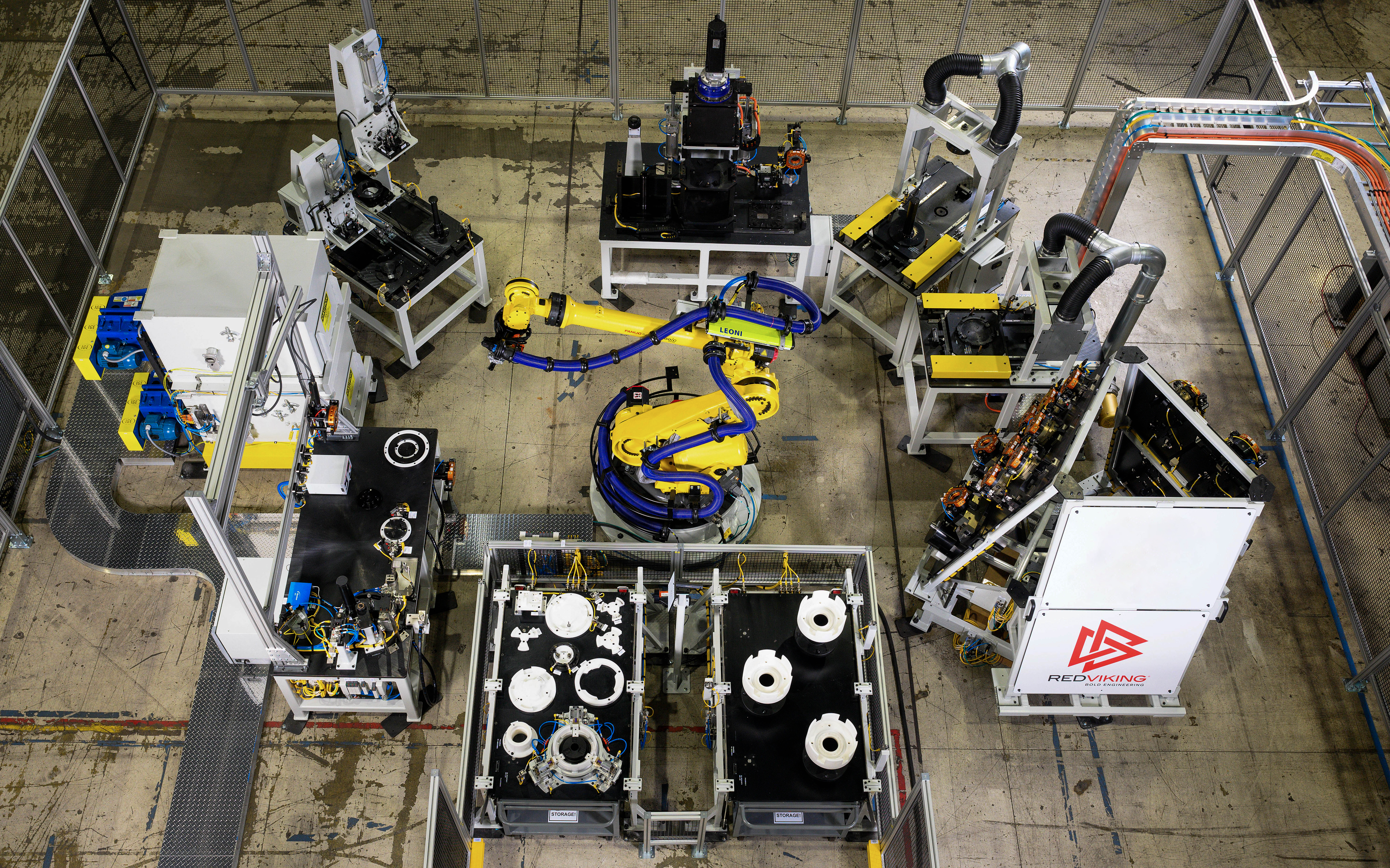
RedViking’s revolutionary automated build cell transforms manufacturing processes with seamless integration and rapid changeover for multiple bearings. Operated by advanced robotics and PLC control, it requires minimal operator intervention while ensuring precision assembly. RedViking Complements Lincoln Electric’s Automated Material Handling and Testing Solutions and Expands Capabilities with Integrated Production Data and Analytic Software Solutions CLEVELAND–(BUSINESS […]

Shriraj Gaglani (far right), vice president of product development at Microsoft, moderates a panel discussion that includes Joshua McNeely of RedViking, Blake Carlson of Weavix, and Adrian Bolliger of Datwyler IT Infra RedViking’s Chief Commercial Officer, Josh McNeely, recently participated in a panel discussion at the Hannover Messe, a renowned industrial technology trade fair held annually in Germany. […]

RedViking’s new Automated Guided Vehicle Center of Excellence Facility is fully outfitted with secure private cellular technology by Microsoft, this technology ensures constant connectivity while exponentially increasing security and overall device reliability by leveraging LTE and 5G technologies. Plymouth, MI., April 14, 2023 – RedViking announced today that its new AGV (Automated Guided Vehicle) Center of Excellence facility […]

RedViking’s Argonaut platform now runs on Microsoft Azure private MEC with secure 5G communications to automate real-time decision-making tasks necessary for modern manufacturing plant floor operations Plymouth, MI., Feb. 27, 2023 – RedViking’s manufacturing customers are faced with demands to increase up-time, empower operators, and improve quality; meeting this challenge requires accelerated access to innovative and […]